Che cosa è lo spreco?
Lo spreco è tutto ciò che non si può considerare valore.
Ma con che cosa si identifica esattamente il valore?
Il valore è tutto ciò per il quale il cliente è disposto a pagare.
Sono queste le domande (e risposte) principali alla base della formulazione del Lean Thinking (pensiero snello) e della strutturazione del Lean Manufacturing: individuare gli sprechi (MUDA) per produrre meglio, con costi contenuti. In due parole: ottenere valore, sia per il cliente che per l’azienda.
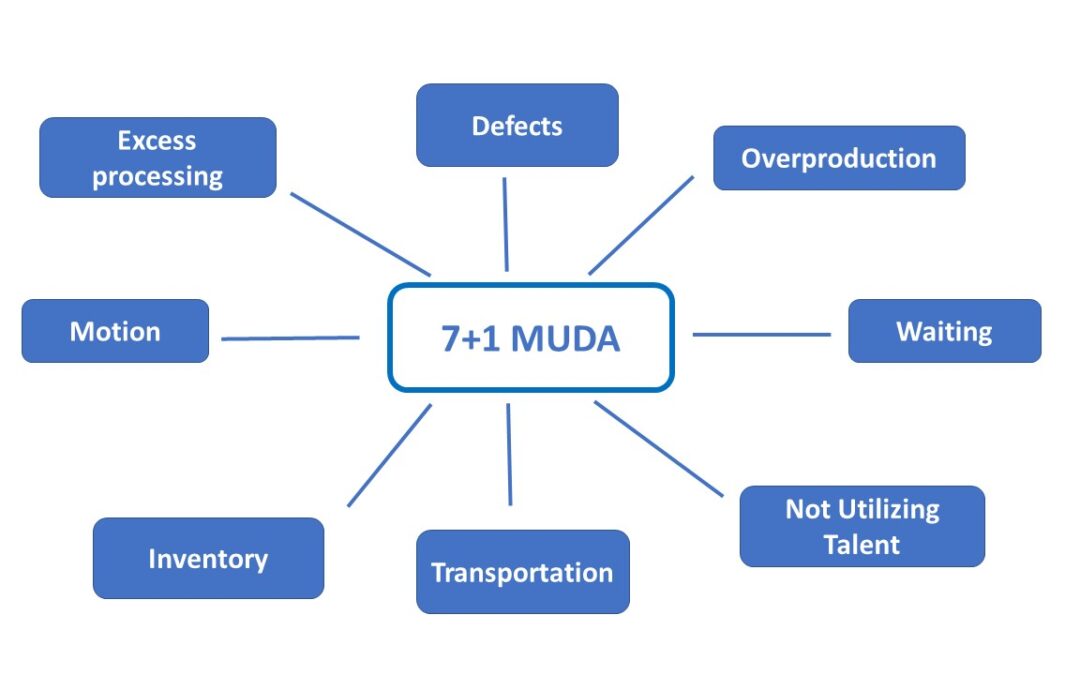
Quando Taiichi Ohno, fondatore del Toyota Production System, sistematizzò la metodologia Lean, individuò 7 ambiti all’interno dei quali si creavano i maggiori sprechi di produzione, ai quali, nel tempo, soprattutto nel momento in cui il Lean Thinking si sviluppò anche in Occidente, si aggiunse un ottavo, non meno importante.
Per elencarli ci serviamo di un acronimo interessante: DOWNTIME, ovvero tempo di inattività, che in un certo senso calza a pennello se si pensa che gli sprechi comportano, a lungo andare, perdite e rallentamenti importanti.
Nel dettaglio:
Defects (Difetti): i prodotti difettosi portano a rilavorazione, quando non ad eliminazione del prodotto stesso; nell’uno e nell’altro caso essi comportano un ulteriore impiego di tempo, e di materiale, che avrebbero potuto essere risparmiati. In alcuni casi, quando il prodotto difettoso arriva al cliente, bisogna considerare anche l’insoddisfazione di quest’ultimo e, a volte, anche un danno d’immagine per l’azienda. I difetti sono imputabili a diverse cause:
- Scarsi livelli di controllo della qualità
- Poca, errata o assente manutenzione, o errata riparazione, delle macchine
- Mancanza di adeguata documentazione
- Mancanza di standard di processo
- Scarsa conoscenza dei gusti e delle esigenze del cliente
Lavorare su ognuno di questi punti, al fine di ridurli o eliminarli del tutto, aiuta a eliminare le cause dei difetti e, di conseguenza, gli sprechi ad essi relativi. Alcuni degli strumenti più utili all’interno del Lean Manufacturing sono le 5S, il TPM e lo SMED.
Overproduction (Sovrapproduzione): la sovrapproduzione è spesso causata dal mancato rispetto delle richieste dei processi a valle, andando avanti senza che effettivamente ci sia bisogno di nuovi prodotti. In questo modo si crea un eccesso di Work in progress che va ad ingolfare tutto il flusso di lavoro oltre che impiegare risorse non necessarie per quel dato compito e in quel dato momento. Questo carico ulteriore di lavoro comporta difficoltà nell’evidenziare eventuali difetti e difficoltà nella gestione degli stessi.
Anche in questo caso, la Lean Manufacturing viene in aiuto con strumenti come il Kanban, la Value Stream Map e, più in generale l’applicazione della logica “pull”, cioè della gestione dei flussi di lavorazione e produzione basata sulla richiesta dei clienti, cioè “tirata” dal cliente.
Waiting (tempi di attesa): i tempi di attesa creano importanti rallentamenti della produzione e possono riguardare sia persone che materiali e/o attrezzature. Si pensi alle attese dovute a riparazioni troppo lunghe, alla mancata disponibilità di materiali o a ritmi di lavoro dilatati per qualsivoglia causa (attese che un collega termini un’operazione per poter procedere, non avere sufficienti informazioni per poter svolgere un dato compito, non riuscire a comunicare efficacemente con il team…). Non rispettare i tempi del normale flusso di lavoro comporta l’aumento dei costi sia in termini di tempo che di denaro (spedizioni ripianificate o scarsa quantità di tempo da dedicare al controllo qualità, quindi difetti e tutto ciò che questa catena di possibilità comporta). Strumenti come il takt time, la Value Stream Map, le 5S, e più in generale il flusso di lavoro standardizzato, possono aiutare a limitare i danni da attesa non necessaria.
Not utilizing talent (Talenti non utilizzati): questo è l’unico ambito, anche l’ottavo aggiuntosi in seguito, che non riguarda direttamente la produzione. Spreco in questo caso vuol dire soprattutto incapacità del management di utilizzare al meglio le risorse umane a disposizione, non comprendendone appieno capacità, potenzialità e talenti. Le cause possono essere diverse e fra queste:
- Scarsa comunicazione
- Cattiva gestione
- Scarsa o assente formazione
- Assenza di adeguata politica di Human Resources Management
- Assenza di coinvolgimento del personale nei diversi progetti
Un possibile approccio risolutivo ha a che fare, inevitabilmente, con l’introduzione di percorsi di formazione, con il progressivo lavoro di costruzione di team collaborativi e con lo sviluppo della cultura della condivisone, dello scambio e del miglioramento continuo.
Transportation (Trasporto): gli sprechi da trasporto, in genere individuabili in eccessiva movimentazione di materiali e/o merci, sono dovuti a inadeguata strutturazione del layout di produzione, a una errata progettazione del sistema o a flussi di processo non allineati, quindi al mancato coordinamento tra reparti e operazioni. Anche in questo caso si registrano perdite economiche, perdite di tempo e anche di risorse che non riescono a ottimizzare il proprio lavoro.
Mappare i flussi, ridelineare il sistema e riprogettare il layout della fabbrica sono le soluzioni più adatte per eliminare o ridurre gli sprechi da trasporto.
Inventory (Inventario): la detenzione di un inventario comporta chiaramente un impiego di risorse, di tempo e di costi. Gli sprechi d’inventario si verificano alla presenza di una cattiva gestione degli acquisti, un’errata previsione e pianificazione, che, a loro volta, possono creare sovrapproduzione, sia di prodotti finiti che di parti di lavorazione, e relativi problemi di stoccaggio in termini di spazio e di costi.
Alla base di questo scenario a volte c’è scarso scambio di informazioni, mancato coordinamento e inadeguati strumenti di tracciamento.
La Lean Manufacturing può aiutare attraverso strumenti quali, ad esempio, il Punto di Riordino, per progettare corretti tempi di nuovi ordini di fornitura.
Motion waste (Movimento): ogni movimento all’interno del processo produttivo è dispendio di energia e di tempo. Le cause di maggior spreco di movimento, movimento che può riguardare sia i prodotti, sia le attrezzature e sia le persone che a volte potrebbero dover compiere azioni (allungarsi, piegarsi, sollevarsi) non necessarie, quando non rischiose, sono riconducibili a:
- Attrezzature condivise
- Inadeguato layout di postazione
- Assenza di standard di produzione
- Inadeguata pianificazione della produzione
- Inadeguato design di processo
Alcuni degli strumenti Lean più utili in questi casi sono: 5S, Spaghetti Chart, TPM, Kanban.
Excess processing (Elaborazione eccessiva o eccesso di elaborazione): l’eccessiva elaborazione è un problema che si crea quando si è mal progettato un processo, in presenza di una scadente capacità gestionale e/o amministrativa, di poca comunicazione, della poca conoscenza delle esigenze del cliente, di assenza di standard procedurali e anche dell’errore umano.
Possibili soluzioni possono essere:
- Mappatura dei processi
- Adozione di standard efficaci
- Comunicazione e scambio di informazione
- Responsabilizzazione dei dipendenti
- Eliminazione della documentazione non necessaria
Con la riduzione o l’eliminazione di ogni tipo di spreco, ogni processo migliora, contribuendo ad aumentare la competitività e la competenza. Il pensiero snello nasce proprio da questa consapevolezza e può offrire, come visto, una soluzione ad ogni problema se l’analisi della singola realtà organizzativa viene correttamente effettuata.
Scritto da Anna Minutillo
Iscriviti alla Newsletter per rimanere aggiornato sulle nostre pubblicazioni
Articoli correlati: